1電氣箱控制說明
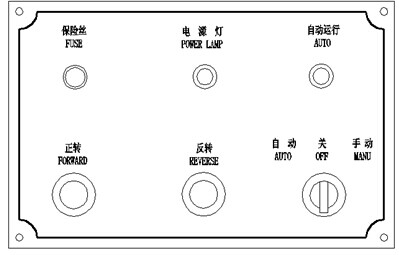
開 關(guān) 和 按 鈕 狀 態(tài) 作 用
1.保險(xiǎn)絲(FUSE) 通或斷 過流、過壓時熔斷
2.電源燈(POWRE) 亮或滅 電源接通時亮
3.自動運(yùn)行(AUTO) 亮或滅 選擇自動時亮
4.自動-關(guān)-手動
AUTO–OFF-MANU 關(guān) 電源被切斷,材料架不能動作
手動 材料矯正機(jī)處於點(diǎn)動狀態(tài),由"正轉(zhuǎn)"或"反轉(zhuǎn)"按鈕控制材料矯正機(jī)的正反轉(zhuǎn)
自動 材料架處於自動狀態(tài),材料架由感應(yīng)電路控制運(yùn)行.
電 氣 箱 控 制 面 板 示 意 圖
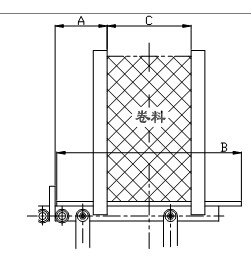
2送料用途
2.1 將材料架葉片的外徑調(diào)整至比欲裝入之卷料內(nèi)徑小20~30mm。
2.2 確定裏層"A字架"的位置
如圖:A=(B-C)/2
依尺寸"A",把4個"A字架"裝到材料架的"葉片"上
並鎖緊"A字架"上的緊固螺栓。
2.3將材料吊入"A字架"上並靠近裏層"A字架",
張緊葉片再鬆開吊繩放下材料。
2.4再將另4個"A字架"裝上並靠近卷料,然後鎖緊"A字架"上的緊固螺栓。至此
裝料完畢。
3收料用途
4.3.1將材料架的葉片內(nèi)徑調(diào)到需收料的內(nèi)徑,按同一葉片上的兩隻“A字架”以中線爲(wèi)準(zhǔn),使兩內(nèi)側(cè)距離約大於待收料寬度5~10mm。
4.3.2將待收材料搭鈎在任一葉片上,點(diǎn)動“正轉(zhuǎn)”按鈕,使村料卷轉(zhuǎn)5~6圈。
4.3.3材料被卷收後如沒有鬆開,就可以自動收料了。
4.3.4當(dāng)材料收達(dá)要求的外徑後,停止生產(chǎn)線,捆上綁帶,取下外側(cè)四隻“A字架”吊下材料。收料完畢
4試運(yùn)行
4.4.1點(diǎn)動運(yùn)行確信材料架運(yùn)行良好。
A) 確保材料架的轉(zhuǎn)動部分沒有被障礙物阻擋。
B) 切換電源開關(guān)至“手動”位置,此時材料架處於點(diǎn)動狀態(tài)。
C) 按動“正轉(zhuǎn)”或“反轉(zhuǎn)”按鈕,材料架應(yīng)相應(yīng)處於正轉(zhuǎn)或反轉(zhuǎn)狀態(tài)。如發(fā)現(xiàn)正反轉(zhuǎn)狀態(tài)相反,可將輸入電源的任意兩相對調(diào)即可。
D) 這時應(yīng)確保材料架運(yùn)行良好即沒有異常聲音或轉(zhuǎn)動部分沒有被障礙物阻擋。
4.4.2 自動運(yùn)行調(diào)試
A) 用點(diǎn)動方式將材料送入矯正機(jī)(或其他設(shè)備)中,如下圖所示。
B) 將電源開關(guān)切換至“自動”狀態(tài)。
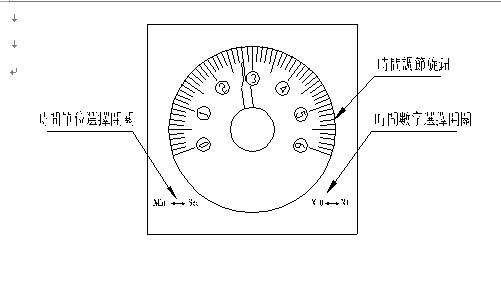
C) 材料架在出廠時設(shè)定爲(wèi):當(dāng)金屬材料接觸到感應(yīng)桿時材料架立即停止轉(zhuǎn)動,當(dāng)材料離開感應(yīng)桿一段時間(即感應(yīng)時間)後材料架開始轉(zhuǎn)動送料(整個感應(yīng)過程可根據(jù)需要設(shè)爲(wèi)相反)。
感應(yīng)時間的長短直接影響到材料架的運(yùn)
作和使用壽命。感應(yīng)時間的長短由位於
電器箱內(nèi)的時間繼電器(如右圖所示)調(diào)整。
配合三個選擇開關(guān)即可調(diào)整所需的時間間隔。
材料架在出廠時設(shè)定爲(wèi)3秒。感應(yīng)時間
的長短以材料架平均速度跟上衝床所需且馬達(dá)起動不過於頻繁爲(wèi)原則。
(蘇州祥翔主營:送料機(jī)、材料架、整平機(jī)、沖床機(jī)械手等沖壓自動化設(shè)備。)
公司網(wǎng)址:http://www.ljpabcdef.com
業(yè)務(wù)聯(lián)系人:饒小姐189-6252-1660,QQ:1035647492
丁小姐:180-1262-3058,QQ:1359331211
持術(shù)支持:劉先生134-5167-4804/153-0613-0485,QQ:292677414
郵箱:18962521660@163.com
地址:蘇州市相城區(qū)北橋鎮(zhèn)鵝東工業(yè)園)
|